Ground Loading Trailer
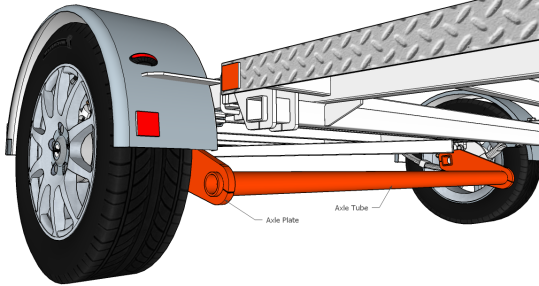
Main Axle
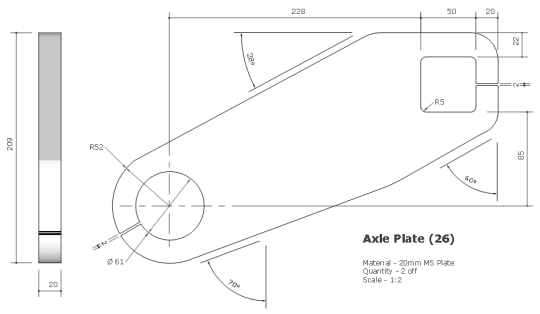
Get your local engineering shop or laser cutting specialist to profile cut the axle plate as per the details below. A slab of 20mm thick plate is a little bit much for the basic oxy/acetylene gas plant and a high level of accuracy cutting the plate is required.
Once the plates are cut, set up a full length of 50 x 50 SHS and run through the square hole. Fit the axle tube and align the axle plate to the correct position as shown below.
Square the plates to both the box section and the axle tube and tack weld the axle plates to the axle tube and box section - place lighter tacks on the box section as this will be removed once the axle tube has been fully welded.
Double check everything for square and correct position before fully welding the axle plates to the tube.
Welding the plates securely to the axle tube requires a lot of weld heat applied to the axle plate due to its increased thickness and a lesser portion of the weld washed onto the axle tube (beware of blowing through or melting the axle tube). Preheating the axle plates prior to welding is advantageous.
Once welded, let the axle cool naturally, do not apply coolant or speed up the cooling process. When cool, grind the tacks on the box section and remove.
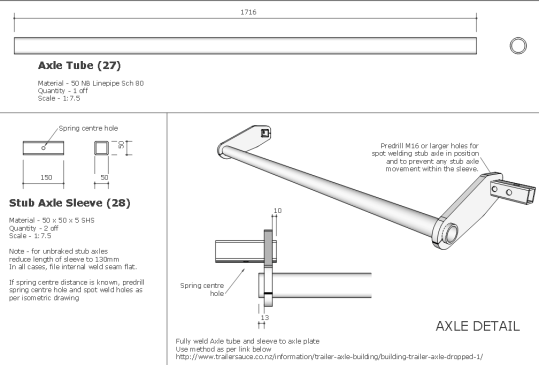
Cut your axle sleeves to the length required. For an unbraked trailer, a 130mm long sleeve is suitable and a 150mm sleeve for hydraulic disc braking is required.
Predrill 16mm holes (or larger) for spot/plug welding the stub axle to the sleeve. This prevents the stub axle from moving within the sleeve under normal use. Do not drill the spring centre holes until the axle has been prefitted to the trailer and measurements checked - see "Axle setup" page for more details.
Align the sleeves within the axle plate, square, and place a couple of good tack welds to secure them. Do not fully weld until the stub axle has been fitted.