Drawbar Strengthening/Bracing

There are plenty of variations, of which a couple are shown here, but the objective is the same and that is to add strength to the drawbar without adding unnecessary weight.
The principle behind the brace is in effect similar to the truss arrangement of house roof supports and bridges - only upside down. The angular, vertical and horizontal components resist tension and compression (up and down motion) in the drawbar as it goes about its normal duties.

Bracing is also recommended on heavy tilting drawbar trailers to provide extra stiffness as the drawbar is not effectively connected to the chassis.
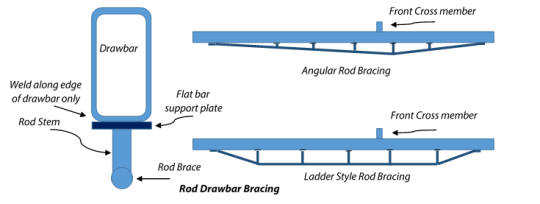
Because bracing sits below the drawbar, it bears the brunt of everyday use, so it pays to make it as strong and as low profile as possible. Steel flat bar (50 x 6mm or similar) stitch welded vertically along the inside bottom edge of hollow section (RHS or SHS) works well if a low profile brace is required.

Rod bracing is popular and relatively quick and easy to fit. Tapering from the coupling end of the drawbar down to 50-75mm deep past the first cross member and back up to the drawbar underside with vertical stems at regular intervals gives excellent strength through the triangular form.
If using RHS or SHS material for the drawbar - where the rod ends and stems are attached to the drawbar, small pieces of steel flat bar should be welded across the drawbar between the rod and drawbar to prevent the rod and hollow section fatiguing from the up and down motion of the brace during operation. Weld these flats only on the outside edges of the hollow section and not across the bottom (horizontal) face of the drawbar. See picture below.
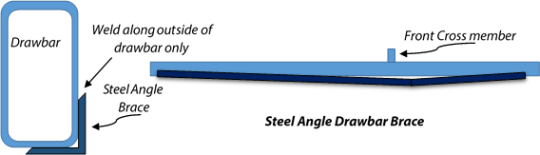
Steel angle can also used to create a sturdy, low profile brace and is stitch welded along the outside face of the drawbar. The depth of the taper does not need to be too deep and can be around 50mm from the base of the drawbar. Stems are not normally required.
If you want a strong, one piece drawbar, you could get your local engineering shop to press a "C" section drawbar out of 4-5mm steel plate with an angular bottom profile similar to the photo below. This does away with any exterior bracing and should handle just about anything that can be thrown at it.
